24小时服务热线
18790282122




破碎机采用什么堆焊焊接材料
破碎机采用什么堆焊焊接材料,一.破碎机锤头的堆焊A.锤头的材料及其焊接性目前国内的水泥企业,使用的破碎机锤头的母材多数是使用ZGMn13高锰钢和40CrMnSiMoRe低合金钢。
了解更多
对破碎机了如指掌?直观动图演示7种主流破碎设备原
破碎机按给料和产品的粒度可分为三大类: 粗碎破碎机:由1500~500mm破碎至350~100mm;中碎破碎机:由350~100mm破碎至100~40mm;细碎破碎机:由100~40mm破碎至30~10mm。破碎机按工
了解更多
破碎机_百度百科
常用的破碎机械有 颚式破碎机、旋回破碎机、圆锥式破碎机、辊式破碎机、锤式破碎机 和 反击式破碎机 等几种。 颚式破碎机 介绍: 颚式破碎机 是利用两 颚板 对物料的挤压和弯曲作用 ,粗碎或中碎各种硬度物料的破碎机械。
了解更多


撕碎机的设计原理是什么,撕碎机和破碎有什么区别?
撕碎机是一种刀辊低速且高扭矩的机器,它可以将大的物件分解成不太规则的小块儿,碎出来的小块儿通常在 20mm– 200mm乃至更大的尺寸。 是专业破碎固体废
了解更多

42CRMO要用什么电焊条最好 百度知道
42CRMO用WEWELDING600合金钢焊条是比较好的,考虑到成本用J506焊条热焊工艺焊接,如果考虑到抗裂性能及使用后的强度要求则用WEWELDING600电焊条好,最主要的是焊后用得住。. 特性. WEWELDING600是一种 低热 输出,适合全方位焊接的特种 镍铬合金 钢焊条,通用性极广
了解更多
耐磨板焊丝选用哪些?
,中文互联网高质量的问答社区和创作者聚集的原创内容平台,于 2011 年 1 月正式上线,以「让人们更好的分享知识、经验和见解,找到自己的解答」为品牌使命。凭借认真、专业、友善的社区氛
了解更多
铆焊 搜狗百科
铆焊是电焊的一种焊接方式,分为冷铆和热铆,冷铆即用铆钉连接,热铆就是焊接,即通过高温将两种金属的连接部位熔化在一起。通常的焊法是将被焊接的物体用焊条渗透,一般用于焊接比较厚的金属。铆焊是电焊的一种焊接方式。通常的焊法是将被焊接的物体用焊条渗透。
了解更多
粉碎机刀片的材质区分
强力破碎机刀片 1:强力破碎机刀片是安装在强力破碎机上,用于大型塑料粉碎的一种机械刀片。 2:强力破碎机刀片由定刀,爪刀,螺旋滚刀组成,由爪刀,螺旋滚刀高速旋转刀片来破碎塑料制品,有生产效率高,颗粒均匀等特点,强力破碎机刀片组合结构制造工艺比平刀复杂。
了解更多
锤式破碎机_百度百科
锤式破碎机是以冲击形式破碎物料的一种设备,分单转子和双转子两种形式。是直接将最大粒度为600-1800毫米的物料破碎至25或25毫米以下的一段破碎用破碎机。锤式破碎机适用于在水泥、化工、电力、冶金等工业部门破碎中等硬度的物料,如石灰石、炉渣、焦碳、煤等物料的中碎和细碎作业。
了解更多
生活垃圾怎么处置,生活垃圾破碎机该怎么选型?
生活垃圾是怎么处置的,包括哪些处置方法,想购买一台生活垃圾破碎机,需要提供哪些项目参数?双轴破碎机TD912 双轴破碎机设备特点: 1、机型重型化设计,由厚实钢板CO2保护焊接,并经淬火处理,结构坚固,防振效果好;
了解更多
锤式破碎机 快懂百科
锤式破碎机是以冲击形式破碎物料的一种设备,分单转子和双转子两种形式。是直接将最大粒度为600-1800毫米的物料破碎至25或25毫米以下的一段破碎用破碎机。锤式破碎机适用于在水泥、化工、电力、冶金等工业部门破碎中等硬度的物料,如石灰石、炉渣、焦碳、煤等物料的中碎和细碎作业。
了解更多
木材粉碎机_百度百科
木材粉碎机是由机体、中机体、下机体三部分组成,中机体内装有三重定子大圈、粉碎刀盘和细度分析器。主机采用合金刀头。具有耐磨度高从而也提高了产量。具有粗粉碎、细粉碎、和离心来粉碎,由电机带动粉碎机转子高速运转,使机械产生高速气流对粉碎物料产生高强度的撞击力、压缩力
了解更多
锰钢用什么焊条?_百度知道
锰钢焊接: ⑴焊条 用于ZGMn13奥氏体高锰钢焊接的焊条为低碳钢焊芯,并在药皮中加入适量合金元素,使熔敷金属得到高锰钢的化学成分和力学性能。. 用于焊接ZGMn13奥氏体高锰钢的焊条有两种类型:一种是高锰钢型焊条D256(EDMn-A-16)和(EDMn-B-16),主要用于堆焊
了解更多
单辊破碎机耐热耐磨层堆焊工艺
一、耐热耐磨堆焊焊丝的选用 对国内外同类型热矿破碎机选用的堆焊材料进行了比较,日本八户冶炼厂使用的иC-38型焊条最长使用寿命为1a,焊层表面硬度不低于HRC45;宝钢公司使用的国产SFD-12焊条,
了解更多
奥氏体焊条 百度百科
如果碳原子挤到铁的晶格中去,而又不破坏铁所具有的晶格结构,这样的物质称为固溶体。. 碳溶解到α——铁中形成的固溶体称铁素体,它的溶碳能力极低,最大溶解度不超过0.02%。. 而碳溶解到Υ——铁
了解更多
鄂式破碎机都有哪些零部件组成?
再就是破碎机的颚板部分,这是颚式破碎机的 工作时所需的重要部分,鄂板又分为,动定颚。定颚就是不动的,动颚就是有动作的。两者都有很大的受力,而且受力复杂。破碎设备的颚板采用的都是铸钢
了解更多
破碎机_百度百科
介绍: 颚式破碎机 是利用两 颚板 对物料的挤压和弯曲作用 ,粗碎或中碎各种硬度物料的破碎机械。 其破碎机构由固定颚板和 可动颚板 组成,当两颚板靠近时物料即被破碎,当两颚板离开时小于排料口的料块由底部排出。 它的破碎动作是间歇进行的。这种破碎机因有结构简单、工作可靠和能破碎
了解更多
堆焊焊条(堆焊工作专业名词)_百度百科
堆焊工作专业名词. 堆焊焊条是指用于堆焊工件的任意部位焊敷一层特殊的合金面,其目的是提高工作面的耐磨损,耐腐蚀和耐热等性能,以降低成本,提高综合性能和使用寿命。. 堆焊也常用于修旧利废。. 堆焊时一般根据使用要求来选用不同合金和不同硬度
了解更多
选用什么焊条来堆焊42CrMo材质的裂缝 焊接后硬度HRC≥28
选用什么焊条来堆焊42CrMo材质的裂缝 焊接后硬度HRC≥28-35 之间. #热议# 不吃早饭真的会得胆结石吗?. 主要用途堆 D102EDPMn2-03 钛钙型 AC、DC 用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片等。. 堆 D106EDPMn2-16 低氢型 AC、DC+
了解更多
ZGMN13-4是什么材料 百度知道
高锰钢。高锰钢是专为重工业提供使用的一种防磨钢材,应用领域包括采石、采矿、挖掘、煤炭工业、铸造和钢铁行业等。 经防磨技术处理后,材料表面可达到500--550 布氏硬度,继续保持内部柔韧度,表面摩擦力最小化,可用高锰钢或类似材料进行焊接,可被乙炔氧炬切割,无磁性等。
了解更多
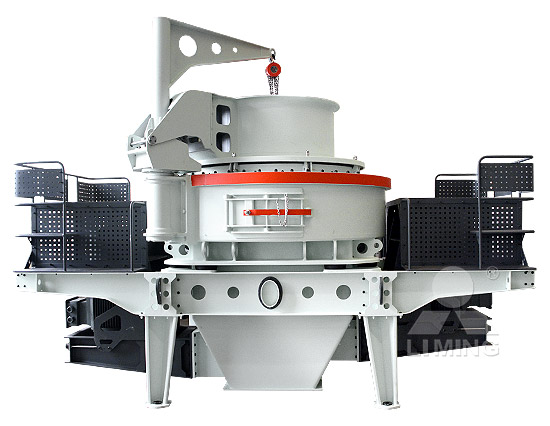
圆锥破碎机8个主要部件安装步骤及操作要求
圆锥破碎机是矿山破碎生产中细碎工序的重要生产设备,圆锥破的性能跟设备的正确安装及合理操作和维护有很大关系。本文分享圆锥破安装的基本步骤和操作规范。 图1 圆锥破碎机结构01 底架的安装 1)设备放置于构建的
了解更多
碱性焊条SH-70C-1相当于什么牌号焊条,焊接工艺有什么特别注意的
1.焊前焊条须经300-350℃烘焙1h。. 2.堆焊已磨损的高锰钢工件,事先应将疲劳层铲除或经水韧处理或用铬锰钢焊条 (如D277)打底。. 3.堆焊时黄烟很大,应注意加强通风并站在上风位置进行操作。. 堆焊焊条使用说明:执行GB984-2001标准. 堆焊:是在工件的表
了解更多
Q235与Q235A、Q235B三者之间有什么区别?
而Q235A和Q235B因为省略了脱氧方法符号,可以理解为是镇静钢或特殊镇静钢。. 4.Q235A和Q235B的差异主要有如下几点:. (1) 化学成分 中的含碳量和含硫量要求不同,Q235B的含碳量和含硫量低于Q235A。. 备注:一般来说,含碳量越低, 焊接性能 越好;但是含碳量和含
了解更多
ECoCr-A是什么焊条_百度知道
型号:EDCoCr-A-03. 说明:钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,堆焊金属在650℃工作仍能保持良好的耐磨性和耐腐蚀性。. 用途:用于在650℃左右工作仍能保持良好的耐磨性和耐腐蚀性的场合,或承受冲击和冷热交错的部位,如堆焊高温高压阀门
了解更多
材料|详解Q235B钢板、锰钢 百家号
材料|详解Q235B钢板、锰钢. Q235B钢板是一种低碳钢。. 国家标准GB/T 700-2006《碳素结构钢》有明确定义。. Q235B是国内最常见的钢材之一,价格低廉,能够胜任大多数对性能要求不高的产品。. 抗拉强度:370—500. Q235B有一定的伸长率、强度,良好的韧性和铸造性
了解更多
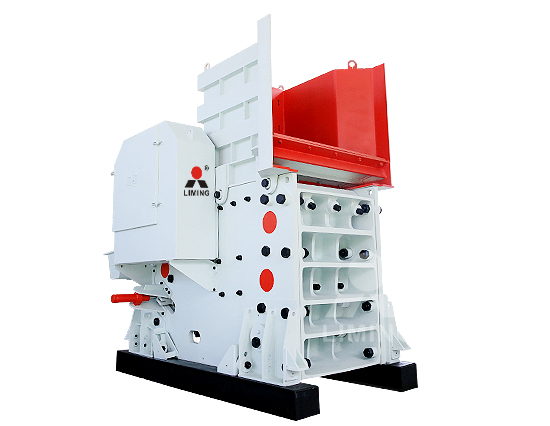
锤式破碎机 百度百科
锤式破碎机是以冲击形式破碎物料的一种设备,分单转子和双转子两种形式。是直接将最大粒度为600-1800毫米的物料破碎至25或25毫米以下的一段破碎用破碎机。锤式破碎机适用于在水泥、化工、电力、冶金等工业部门破碎中等硬度的物料,如石灰石、炉渣、焦碳、煤等物料的中碎和细碎作业。
了解更多
颚式破碎机衬板、颚板、偏心轴拆卸及维修详解,出现问题别
主轴需和皮带轮、飞轮一同拆卸下来。松开电机安装螺栓,将电机沿滑轨向破碎机方向移动,即可取下皮带。最后将偏心轴一同提起、吊出。衬板的拆卸 颚式破碎机主要是靠动、静颚板的齿形衬板相互作用劈裂物料,因此,齿形衬板最容易磨损或者冲击开裂。
了解更多
颚式破碎机 搜狗百科
颚式破碎机(3) 近代的破碎机械是在蒸汽机和电动机等动力机械逐渐完善和推广之后相继创造出来的。 1806年出现了用蒸汽机驱动的辊式破碎机;1858年,美国的布莱克发明了破碎岩石的颚式破碎机;1878年美国发展了具有连续破碎动作的旋回破碎机,其生产效率高于作间歇破碎动作的颚式破碎机;1895年
了解更多
高锰钢_百度百科
上述成分的高 锰钢 的铸态组织通常是由奥氏体、碳化物和珠光体所组成,有时还含有少量的磷共晶。 碳化物数量多时,常在晶界上呈网状出现。因此铸态组织的高锰钢很脆,无法使用,需要进行固溶处理。通常使用的热处理方法是固溶处理,即将钢加热到1050~1100℃,保温消除铸态组织,得到单相
了解更多
对破碎机了如指掌?直观动图演示7种主流破碎设备原理,及
首先你需要对这几种主流设备的适用条件和优缺点了若指掌!. 在了解破碎机之前,我们有必要对破碎方式做简单的了解:. 破碎方式. 破碎机的破碎方式分为挤压、劈裂、折断、剪切、冲击或打击等,一般是多种作用方式混合,没有单一采用一种作用方式的
了解更多
圆锥破碎机易损件有哪些?它们对圆锥破工作有什么作用
如果你有经常更换配件?配件经常意外损坏?配件没用多久就磨损,咨询海山铜铸让你了解更多关于铜合金知识,让你的铜套选择使用寿命最长的材质。以上就是关于圆锥破碎机的小知识,破碎壁和轧臼壁是圆锥破碎机中的重要部件,也更换最多的易损件。
了解更多
开云(中国)Kaiyun官方网站
海维激光助推西北工业大学人才培养再发力, 联合成立激光焊接实习车间 下午,由西北工业大学(以下简称“西工大”)和深圳市海维激光科技有限公司(以下简称“海维激光”)共同打造的激光焊接车间,在西工大工程实践训练中心热加工教学部
了解更多
撕碎机刀具焊接工艺,撕碎机刀片堆焊制造-百度经验
1/5. 制作刀具毛坯,上车床按图纸加工,留出堆焊余量;. 2/5. 将加工好的撕碎机刀片放置在平焊位置,用砂轮机将待焊部位打磨干净,直至露出金属光泽;. 3/5. 使用KB699耐磨焊丝焊接,直径1.6mm,可多层堆焊,堆焊高度可达8mm;. 4/5. 为保证堆焊质量,每个撕碎机
了解更多